一、优秀现场管理的标准和要求
二、现场管理的基本方法
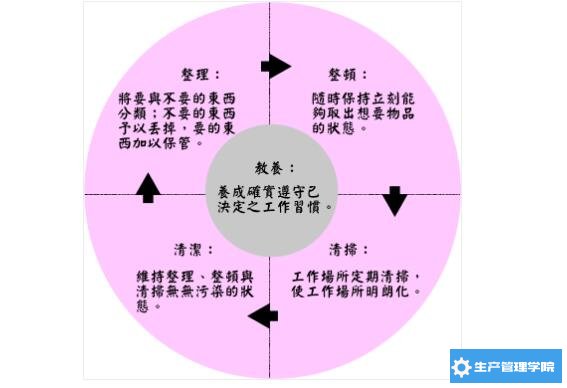
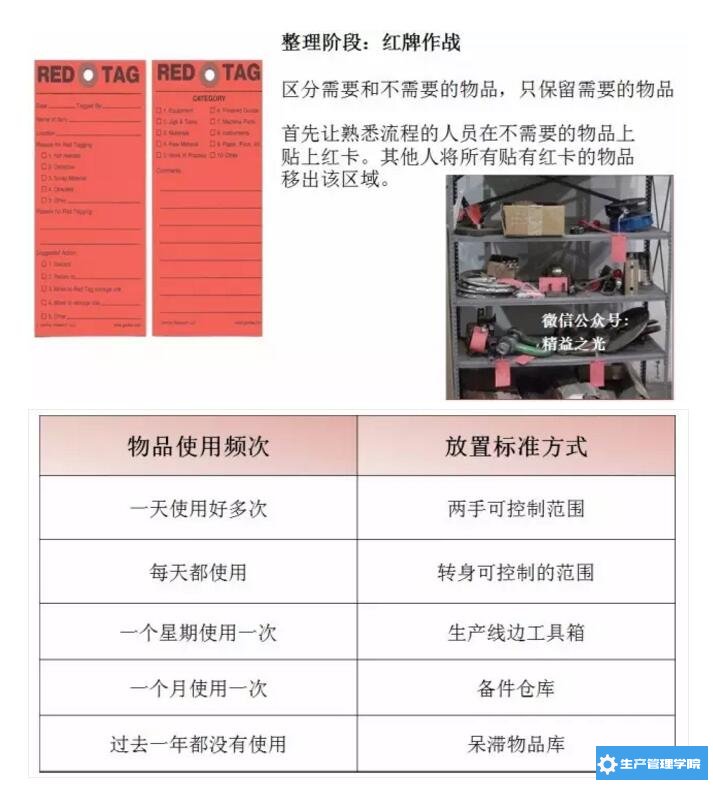
- 所在的工作场所(范围)全面检查;
- 制定“需要”和“不需要”的判别基准;
- 清除不需要物品;
- 调查需要物品的使用频度,决定日常用量;
- 制定废弃物处理方法;
-
每日自我检查;

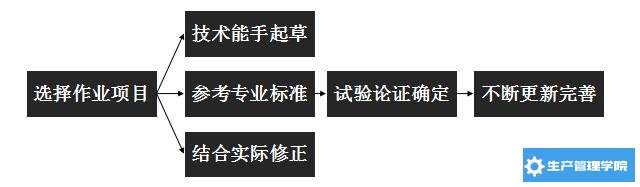
- 作业标准化
- 目视管理
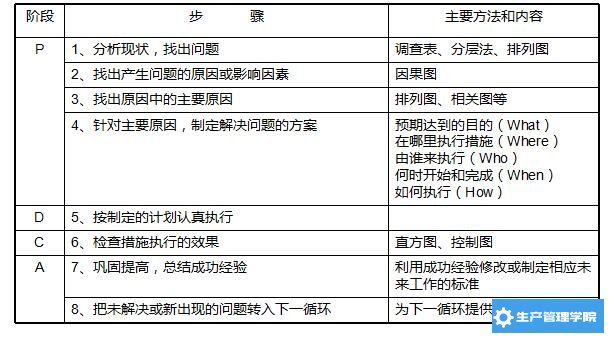
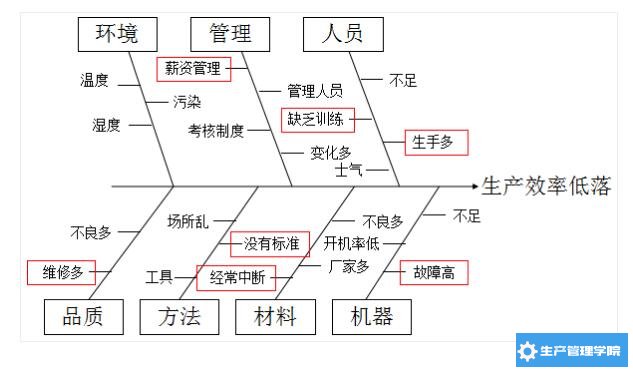
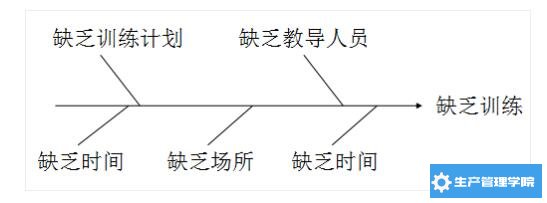
三、生产现场的质量控制
- PDCA循环法(戴明环)
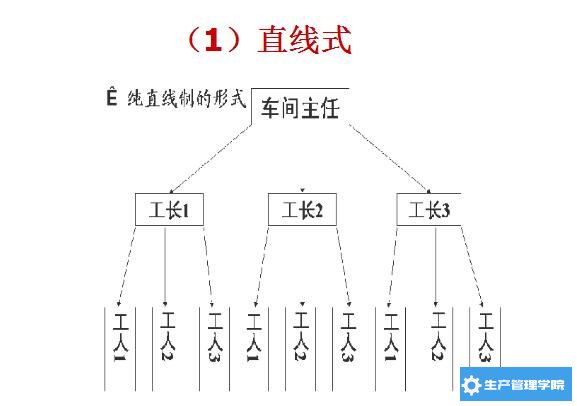
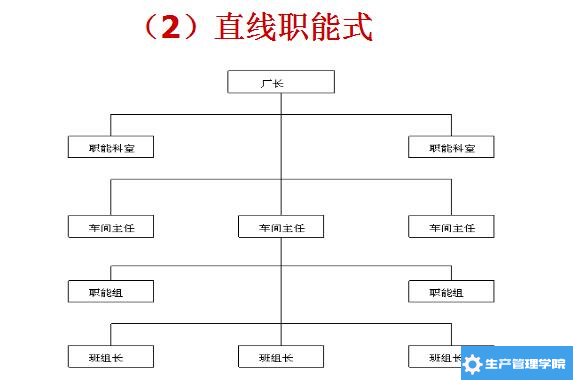
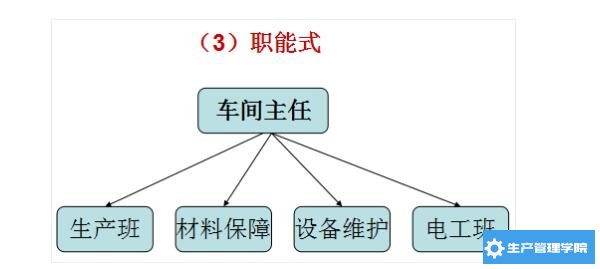
四、生产现场的组织结构设计原则及职能
五、生产现场员工的管理
- 积极推行企业文化
- 会制定和实施合理的管理制度
- 倡导者与实施安全生产
- 避免各种不必要的浪费
- 向上管理和向下负责
- 善于做好生产现场管理
- 使用现代管理工具的多面手
六、生产计划的制定要求
七、生产成本的控制
- 产品质量事故;
- 设备故障事故;
- 产生流程瓶颈;
- 员工工作消极;
- 生产流程不顺;
- 员工技能偏低;
- 生产能力不足;
- 过多生产浪费等。
- 制造过多的浪费
- 等待的浪费
- 搬运的浪费
- 加工过程中的浪费
- 库存的浪费
- 动作的浪费
- 制造不良品的浪费
- 主观动因
- 多动因理论的新思想、新概念