01 .什么是防差错?
02 .防差错的作用是什么?
03 .异常可以分哪几类?
04 .如何明确处理异常的方法?
05 .什么是无意识差错?
06 .无意识差错的特点?
07 .说到底,就是防止不良产生
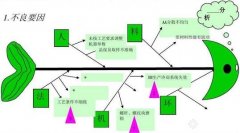
08 .产生失误的原因有哪几种?
09 .制造过程常见的失误有哪些?
-
漏掉某个作业步骤 -
作业失误 -
工件设置错误 -
缺件 -
用错部品 -
工件加工错误 -
误操作 -
调整失误 -
设备参数设置不当 -
工装工具准备不当
10 .交易过程常见的失误有哪些?
11 .传统防止人为失误的方式是什么?
12 .防差错中防止失误的基本原理是什么?
13 .POKA-YOKE防差错的特点是什么?
14 .防差错POKA-YOKE的四种模式是什么?
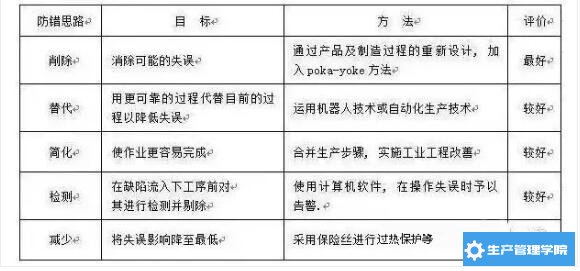
15 .防差错有哪些思路?
16 .防差错有哪些运用法则?
17 .对制造过程防错工具有哪些?
18 .对交易过程防错工具有哪些?
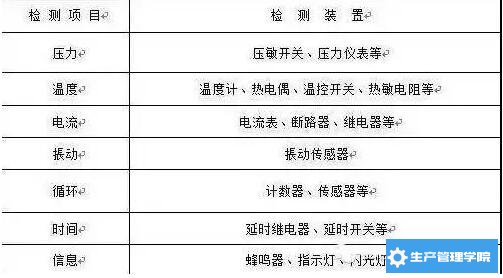
19 .防错检测技术可以分为哪几类?
20 .常见的检测项目和检测装置有哪些?