QC质量改善小组与QC七大工具应用
课程背景:
QC质量改善小组是指在生产或工作岗位上从事各种劳动的职工,围绕企业的经营战略、方针目标和现场存在的问题,以改进质量、降低消耗、提高人的素质和经济效益为目的而组织起来,运用质量管理的理论和方法开展活动的小组。
QC小组是企业中群众性质量管理活动的一种的有效组织形式,是职工参加企业民主管理的经验同现代科学管理方法相结合的产物。QC小组具有自主性、群众性、民主性、科学性四大特征,是企业发展的重要理论和方法。
自20世纪初至今,工业生产得到普及,各类质量工具被运用到工业生产中。特别是60年代兴起TQC到80年代出现TQM的20年,MSA、假设检验、方差分析、回归分析、时间序列分析、实验设计DOE等得到了广泛的推广。
同一时期,作为最常用最基础的QC七大手法率先在日本兴起,并快速地被应用到了全世界的工厂。1979日本再一次推出新QC七大工具,新QC七影响和推广不如旧QC七,但它们仍然有着独特的优势和价值。
课程收益:
★ 明确QC小组活动目的与意义
★ 掌握现场改善QC七大手法
★ 掌握QC小组活动推动关键程序和方法
课程时间:2天,6小时/天
课程对象:中基层管理干部、技术人员
课程方式:启发式、教练式、互动式、小组讨论、管理游戏、视频教学
课程大纲
第一讲:QC活动简介及目的与意义
一、QC活动的定义
1. 英文叫Quality Control Circle:品管圈,是同一工作现场的人员自动自发进行质量管理活动所组成的小组。
2. QC活动历史
1)起源于1950年美国戴明教授的质量管理概念
2)1954年朱兰教授进一步完善了质量管理的内容
3)1962年由日本石川馨博士所创,用于有计划的大量提高生产力
二、QC活动的目的和意义
1. 起源于质量改善,它是任何系统突破或过程提高的绝佳方法
2. QC活动目的与意义
1)增进你与他人的人际关系和建立良好的工作关系
2)激发自身潜能,提升自我价值
3)培养团队自主改善意识
4)训练成员科学分析方法与解决问题的思维
5)提高团队士气
6)提高现场管理水平
二、QC活动的分类
1. 问题解决型
1)现场型:以生产现场人员为主体组成
2)攻关型:由干部、技术、现场管理者组成
3)管理型:由管理人员组成
4)服务型:从事服务工作的人员组成
2.创新型
第二讲:QC活动推进程序
一、QC活动推进的十个步骤
1. 第一步:组建团队
1)组建团队的原则
2)组建团队的形式
3)圈长与圈员的职责
2. 第二步:选定课题
1)选题的原则
2)选题范围:五大管理对象、六大管理目标
3)选题步骤
3. 第三步:把握现状
1)观察现场
2)收集数据
3)分析数据
4. 第四步:设定目标
5. 第五步:分析原因
1)特性要因图
2)5 Why法
3)头脑风暴
6. 第六步:验证要因
7. 第七步:实施对策
1)提出对策
2)实施对策
3)评估对策
8. 第八步:确认效果
9. 第九步:巩固措施
1)标准化
2)员工培训与工作指导
3)定期检核与总结
10.第十步:总结与计划
参考表单:《QCC活动计划表》、《选题评估表》、《验证要因计划表》、《实施对策行动计划表》《对策评估表》、《执行情况检查表》……
二、QC活动会议召开与关键
1. 组长组织小组会议
1)流程目标说明
2)上次决议检查
3)工作问题讨论
4)工作安排与下次会议时间约定
2. 内部评审与发表
1)制定QC小组活动制度与评核标准
2)统一报告的框架与内容
3)评审与现场发表活动
第三讲:QC成果的制作与申报
一、QC报告的制作与参考案例
1. 逻辑
1)流程准确
2)前后连贯
3)分析合理
2. 真实
1)数据真实
2)活动真实
3)时间真实
3. 美观
1)简洁大方
2)图表为主
3)配色柔和
4. 参考案例
二、QC活动申报
1. 申报路径:公司QC活动代表向省市质量协会递交申请
2. 省市质协或轻工业协会审查主要依据
1)材料评审
2)发表评审
第四讲:QC七大工具的应用
一、查检表--日常执行检查(集数据)
1. 用差衙故事引出查检表。以电影<中国机长>飞机点检举例说明。以汽车保养,不良品记录,生产记录说明查检表
2. 学员练习:设计记录用查检表:
1)工站1 (日期,不良类型,材料甲乙,机台ABC)
2)工站2 (日期,不良类型,材料甲乙,作业员张/李)
3)工站3 (日期,不良类型,材料甲乙,机台XY)
4)不良类型共21种
3. 学员练习:使用查检表:
根椐导师提供骨牌将10天的不良品记入查检表(约300个不良品)
不良品附带日期,不良类型,材料,机台,作业员等重要信息
4. 绘制流程讲解
5. 查检表输入输出与专案对策,鱼骨较,柏拉图,层别法的关系
6. 学员练习:人事资料表设计
二、层别法--筛选差异(作分析)
1. 方法定义
2. 用案例‘ESD分析过程’展示层别法使用过程(错误分析à正确分析)并导出共线性问题
3. 通过案例‘不良报表’巩固层别法概念
学员练习:针对柏拉图找出的前五大不良进行层别分析,采用道具(以骨牌作为不良品)由学员分组练习
学员练习:通过讨论层别结果:学习共线性,大类层别与小类层别的优缺点,生产流程轴与时间轴的交叉,共线性的统计排除法。
4. 通过多人少量的案例,多个星期但频次相近案例,展开互动式教学。让员开发深度层别能力(人员,设备,层组深度层别)
5. 采用创新的绘图方法开发位置相关的深度层别能力
6. 用交通事故率比较,幸存者理论讲述均衡分层的重要性
7. 总结
三、散布图--输出与输入关联性(看相关)
1. 散布图概念及各种相关介绍( 不相关,弱相关,强相关)
2. 案例演示散布图绘方法
四、直方图--数据分布状态(显分布)
1. 直方图概念,功能(数据分布,掌握直方图才能进阶学习统计分布及其应用)
学员练习:使用导师提供的100个数据绘制真图,巩固分布的概念
2. 直方图与产品规格比较导出制程能力分析
3. 解读直方图与产品规格限的关系(宽度,偏移)
4. 直方图绘流程
5. 直方图七种类型解读(原因分析)
1)正态
2)双峰
3)离岛
4)偏峰
5)绝壁
6)高原
7)锯齿
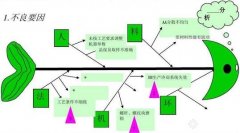
五、特性要因图--重要因果关系(追原因)
1. 特性要因图定义
案例展示:客户端出现Mura缺陷
2. 特性要因图设计步骤
1)确定鱼头:问题
2)确定主刺(主因)
3)确定中刺(中因)
4)确定小刺(小因)
5)验证要因
六、柏拉图--优先重点项目(抓重点)
1. 柏拉图的原则:80-20法则
案例练习:LCD功能测试站主要不良统计
2. 柏拉图的作用
1)找到最重要的原因和异常
2)体现了“少数重要,多数次要”的规律
七、管制图--制程变异管理(找异常)
1. 管制图定义
2. 管制图分类
1)计量值管制图
2)计数值管制图
3.均值与极差管制图(X-R )的绘制步骤